




















25FT 2.5MM Thicks تراجع الساخنة المجلفن القطب الصلب الفلبين NEA قياسي
أعمدة الصلب المجلفن
,أعمدة نقل الصلب
25FT 2.5MM Thicks تراجع الساخنة المجلفن القطب الصلب الفلبين NEA قياسي
وصف
1. أعلى قطر: 120 ملليمتر
2. القطر السفلي: 152mm
3.Thickness: 2.50mm
4. المواد: سبائك الصلب منخفضة ، قوة العائد لا تقل عن 345mpa (GB / T1591-2008 قياسي)
C ≤0.20، Mn ≤1.70، Si ≤0.50، P≤0.50، S≤0.0345
5. علامات: Nane لوحة من خلال rivert أو الغراء ، نقش ، زخرف حسب متطلبات العميل
6. اللحام: لدينا اختبار عيب الماضي. لحام مزدوج داخلي وخارجي يجعل لحام جميلة في الشكل
لحام قياسي: AWS (جمعية اللحام الأمريكية) D 1.1
الاختراق: 100٪
مواصفات أقطاب NEA
| توزيع الصلب القطب من الإدارة الوطنية للكهرباء الفلبين | ||||||
| الارتفاع (FT) | سمك (مم) | بعقب ضياء (مم) | أعلى ضياء (مم) | العائد من الإجهاد (الأم) | طلاء الزنك (ميكرون) | حمولة التصميم (كجم) |
| 25 | 2.5 | 152 | 120 | 345 | 85 | 300 |
| 30 | 3.0 | 226 | 127 | 345 | 85 | 500 |
| 35 | 3.0 | 248 | 127 | 345 | 85 | 500 |
| 40 | 3.0 | 317 | 127 | 345 | 85 | 500 |
| 45 | 3.0 | 317 | 127 | 345 | 85 | 500 |

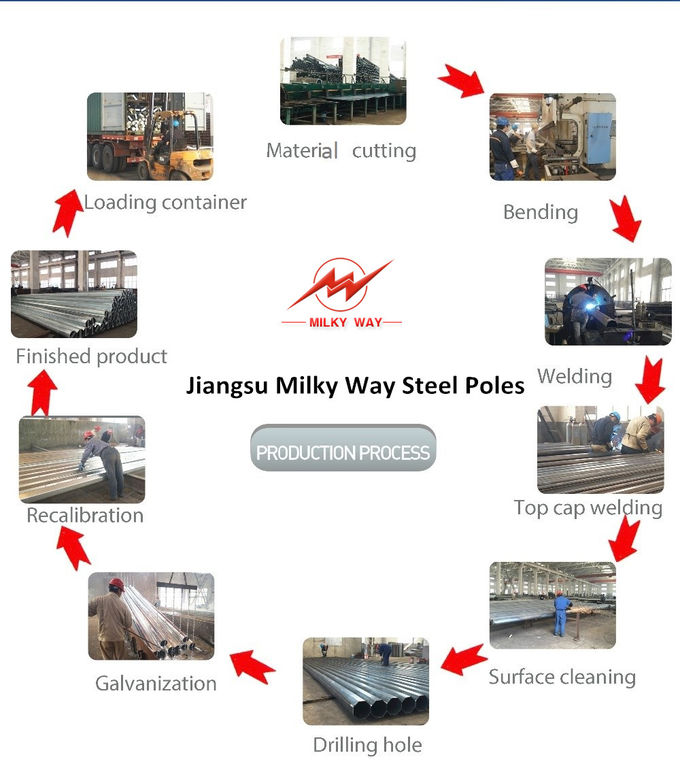
موكبنا
مواد خام
عند شراء المواد الخام (الصفيحة الفولاذية) ، يجب إرفاق شهادة ورقة المصنع من المصنع. عندما تصل المواد الخام إلى المستودع ، يجب على قسم الجودة إجراء اختبار الاستطالة وتحليل التركيب الكيميائي للتأكد من أن المادة الخام قد استوفت جميع المعايير التي كانت مطلوبة قبل الإنتاج.
قطع البلازما
قطع المواد الخام التي تلبي جميع المعايير المطلوبة في الطول والعرض مختلفة. يتم استخدام القطع بالليزر CNC لتوجيه المواد أو شعاع الليزر الذي تم إنشاؤه. يشتمل الليزر التجاري النموذجي للمواد المقطوعة على نظام للتحكم في الحركة لاتباع كود CNC أو G للنمط المراد قصه على المادة. يتم توجيه حزمة الليزر المركزة إلى المادة ، التي إما تذوب أو تحترق أو تتبخر بعيدًا ، أو تطيرها طائرة نفاثة من الغاز ، تاركة حافة بنهاية سطح عالية الجودة.
صب
تشكيل الصفيحة الفولاذية المقطوعة في الشكل (شكل دائري أو متعدد الأضلاع أو غيره) كما هو محدد في الرسم. يتعلق هذا الاختراع بتكوين الأجهزة وبشكل خاص بالأجهزة أو الآلات لثني المقاطع المدلفنة طولياً أو شرائح المخزون المعدني إلى الأشكال المنحنية المرغوبة.
لحام
بعد صب ، لحام لوحة الصلب معا. عادة ما يكون اللحامات الطولية. إنه يعتمد تحكم ACinverter ، مع وظائف التشغيل المستقر وسرعة السفر السريعة ؛ آلية دليل قوس التماس هي نظام ثلاثي المغزل لضمان المحاذاة دون انحراف. الإطار الرئيسي وآلة اللحام هما التحكم المتكامل ، مع نظام الاسترداد التلقائي للتدفق ، وهو سهل التشغيل بكفاءة عالية.
الكلفنة
جميع الأقطاب الداخلية والخارجية يجب أن تكون مجلفنة على الساخن وفقًا للمتطلبات المذكورة في الرسم أو المواصفات ذات الصلة
معيار الجلفنة: IS2629-1985 ، BS729-1971
التركيب
1. إزالة جميع المعدات على القطب خلال الجمعية.
2.Circle حبال حول رمح عشر epole من كل قسم.
3.Fix حبال في القسم العلوي إلى كتلة بكرة واحدة.
4. الرافعة في الجزء السفلي ثابتة بإحكام وثابتة في مركز الثقل.
5.Make القطب الصلب العمودي من خلال تشديد حبال القسم العلوي.
6Fix القطب الصلب.
7. إزالة حبال.


